Тэхналогія апрацоўкі паверхні дошкі DHI вугляродная серыя прамога пакрыцця
1. Гісторыя прамога пакрыцця вугляродных шэрагаў
Прамой працэс пакрыцця вугляроднымі серыямі шырока выкарыстоўваецца ў прамысловасці друкаваных плат на працягу 35 гадоў. Працэсы, якія шырока выкарыстоўваюцца ў прамысловасці, ўключаюць чорныя дзіркі, зацьменні і цені. Арыгінальная тэхналогія прамога пакрыцця чорнай дзіркай была запатэнтавана ў 1984 годзе і мела камерцыйны поспех у працэсе пакрыцця скразной панэллю FR-4.
Паколькі чорная дзірка з'яўляецца працэсам нанясення пакрыцця, а не акісляльна-аднаўленчым працэсам, як хімічная медная ракавіна, тэхналогія не адчувальная да павярхоўнай актыўнасці розных дыэлектрычных матэрыялаў і можа апрацоўваць матэрыялы, якія цяжка металізаваць. Такім чынам, гэты працэс шырока выкарыстоўваецца ў поліімідных плёнках у гнуткіх схемах, высокаэфектыўных альбо спецыяльных матэрыялах, такіх як політэтрафтарэтылен (ПТФЭ). Тэхналогія прамога пакрыцця вугляродам і графітам ухвалена для аэракасмічнай і ваеннай авіяцыйнай тэхнікі і адпавядае патрабаванням раздзела 3.2.6.1 спецыфікацыі IPC-6012D.
2. Распрацоўка платы
У сувязі з неабходнасцю распрацоўкі друкаваных плат, працэсы прамой гальванікі працягвалі развівацца ў апошнія некалькі гадоў. Дзякуючы прываду мініяцюрызацыі, ад свінцовых кампанентаў да кампанентаў для павярхоўнага мантажу, канструкцыя друкаванай платы ператварылася ў адаптацыю да мікракампанентаў з вялікай колькасцю штыфтоў, што прыводзіць да павелічэння слаёў друкаванай платы, больш тоўстых плат і скразных адтулін. Дыяметр менш. Для таго, каб вырашыць праблемы высокага суадносін бакоў, тэхнічныя характарыстыкі вытворчай лініі павінны ўключаць удасканаленне перадачы раствора і абмен мікрапор, напрыклад, выкарыстанне ультрагукавых хваль для хуткага намакання пор і выдалення бурбалак паветра, а таксама здольнасць палепшыць паветраны нож і сушылку для эфектыўнай сушкі тоўстых контураў. Маленькія дзірачкі на дошцы.
З тых часоў дызайнеры друкаваных плат увайшлі ў наступны этап: голад у глухім адтуліне, колькасць штыфтоў і шчыльнасць шаравой сеткі перавышаюць паверхню дошкі, даступную для свідравання і праводкі. З сеткай пакетаў з масівамі шаравой сеткі (BGA) ад 1,27 мм да 1,00 мм і сеткай пакетаў з маштабамі мікрасхем (CSP) ад 0,80 мм да 0,64 мм, мікра глухія адтуліны сталі зброяй для дызайнераў для вырашэння задач тэхналогіі HDI.
У 1997 годзе ў масавых тэлефонах пачалі выкарыстоўваць дызайн 1 + N + 1; гэта канструкцыя з мікра-глухімі адтулінамі ў накладцы на стрыжань пласта. З ростам продажаў мабільных тэлефонаў, папярэдняга тручэння вокнаў і CO2-лазераў, ультрафіялетавага, UV-YAG-лазера і камбінаванага UV-CO2-лазера для фарміравання мікра глухіх адтулін. Мікрасляпыя шчыліны дазваляюць дызайнерам праходзіць пад сляпымі шчылінамі, дзякуючы чаму яны могуць пераразмяркоўваць больш штыфтавых сетак, не павялічваючы колькасць слаёў. У цяперашні час HDI шырока выкарыстоўваецца на трох платформах: мініяцюрызаваная прадукцыя, высокая ўпакоўка і высокаэфектыўныя электронныя прадукты. Мініяцюрызацыя дызайну мабільных тэлефонаў у цяперашні час з'яўляецца самым прадуктыўным дадаткам.
3. Прамое пакрыццё
Сістэмы прамога пакрыцця, такія як чорныя дзіркі, павінны пераадолець тэхнічныя перашкоды, каб задаволіць праблемы металізацыі глухіх адтулін і мікрахвалевых раздзелаў HDI. Калі памер глухога адтуліны памяншаецца, складанасць выдалення часціц вугляроду на дне глухога адтуліны павялічваецца, але чысціня дна глухога адтуліны з'яўляецца ключавым фактарам, які ўплывае на надзейнасць; такім чынам, распрацоўка новых ачышчальнікаў і мікратраўленчых сродкаў паляпшае слепату. Як чысціць дно адтуліны.
Акрамя таго, на аснове тэорыі і практычнага вопыту канструкцыя сопла секцыі мікраэрозіі была зменена, каб быць камбінацыяй канфігурацыі распылення-замочвання-распылення. Практыка зарэкамендавала сябе як эфектыўны дызайн. Памяншаецца адлегласць паміж соплам і паверхняй друкаванай платы, памяншаецца адлегласць паміж сопламі і павялічваецца сіла ўздзеяння распылення на друкаваную плату. Захопліваючы дэталі, новая канструкцыя сопла дазваляе эфектыўна апрацоўваць высокія суадносіны бакоў праз адтуліны і глухія адтуліны.
З развіццём смартфонаў наступнага пакалення вытворцы пачалі выкарыстоўваць любы пласт дызайну сляпога адтуліны для ліквідацыі скразных адтулін, што выклікала тэндэнцыю да таго, што, калі шырыня лініі і міжрадковы інтэрвал скараціліся з 60 мкм да 40 мкм, вытворчасць схемы дошкі Арыгінальная таўшчыня меднай фальгі, якая выкарыстоўваецца ў працэсе, няўхільна памяншаецца з 18 мкм да 12 мкм да 9 мкм. І кожны накладзены пласт любых пластоў друкаванай платы трэба адзін раз металізаваць і гальванізаваць, што значна павялічвае патрэбнасць у мокрым працэсе.
смартфоны таксама з'яўляюцца асноўнымі карыстальнікамі гнуткіх і жорсткіх гнуткіх схем. У параўнанні з традыцыйным хімічным пакрыццём медным пакрыццём прымяненне прамога пакрыцця пры вытворчасці любога пласта, гнуткай друкаванай платы (FPC) і друкаванай платы з жорсткай гнуткасцю значна павялічылася, паколькі гэты працэс параўноўваецца з традыцыйным хімічным працэсам меднага пакрыцця , менш выкарыстання вады, менш вытворчасці сцёкавых вод
4. Патрабаванні да шырыні лініі / шырыні радкоў, якія становяцца ўсё больш вузкімі, патрабуюць строгага кантролю глыбіні тручэння
Цяпер смартфоны апошняга пакалення і ўдасканаленая ўпакоўка паступова ўкараняюць альтэрнатыўны метад напаўдабаўкі (mSAP). mSAP выкарыстоўвае звыштонкую фальгу 3 мкм для дасягнення шырыні лініі і дызайну крокаў 30/30 мкм. У працэсе вытворчасці з выкарыстаннем звыштонкай меднай фальгі неабходна дакладна кантраляваць колькасць карозіі пры ўкусе мікратраўбальных канавак у кожным працэсе. Асабліва для традыцыйных хімічных працэсаў апускання медзі і прамога пакрыцця, колькасць карозійнай карозіі павярхоўнай меднай фальгі неабходна кантраляваць вельмі дакладна
5. Дасягненні ў канфігурацыі абсталявання
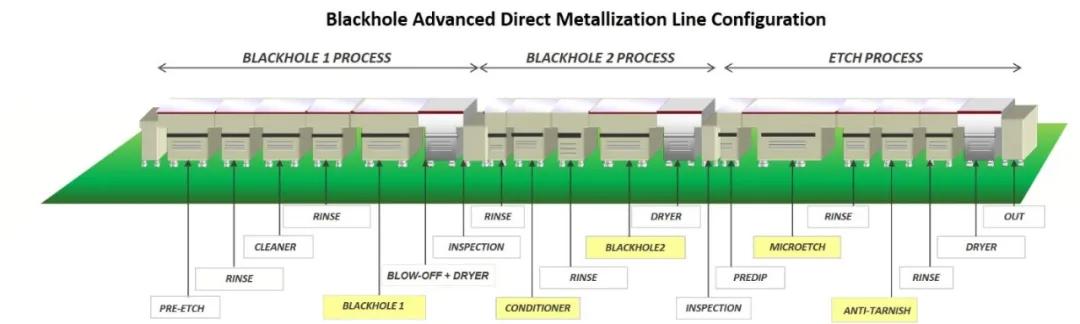
Для таго каб аптымізаваць працэс прамога пакрыцця ў адпаведнасці з працэсам mSAP, на эксперыментальнай лініі паступова выпрабоўвалі некалькі розных канструкцый абсталявання, перш чым увесці іх у поўную вытворчасць. Вынікі выпрабаванняў паказваюць, што дзякуючы добрай канструкцыі абсталявання ў шырокім працоўным дыяпазоне можна забяспечыць аднастайнае праводзіць вугляроднае пакрыццё.
Напрыклад, у працэсе непасрэднага пакрыцця вугляроднай серыі выкарыстоўваецца запатэнтаваная канфігурацыя роліка, каб зрабіць вугляроднае пакрыццё больш аднастайным. І паменшыць колькасць адкладаў вугляроду на паверхні вытворчай дошкі, паменшыць колькасць завісі вугляроду і адначасова прадухіліць празмерна тоўсты пласт вугляроду ў кутах глухіх адтулін або скразных адтулін.
Тэхнічныя характарыстыкі танка пасля мікратраўлення таксама былі перапрацаваны. Ці з'яўляецца дно глухога адтуліны на 100% цалкам чыстым, - пытанне якасці вытворцы, якое найбольш занепакоена. Калі на дне глухога адтуліны ёсць рэшткі вугляроду, ён можа прайсці выпрабаванне падчас электрычнага выпрабавання, але паколькі плошча перасеку праводнасці памяншаецца, сіла счаплення таксама памяншаецца, што прыводзіць да паломкі з-за адсутнасці цеплавога напружання пры зборцы Праблема няспраўнасці. Паколькі дыяметр глухога адтуліны памяншаецца з традыцыйных 100 мкм да 150 мкм да 80 мкм да 60 мкм, мадэрнізацыя спецыфікацый абсталявання мікратраўбальнага канала мае вырашальнае значэнне для надзейнасці прадукцыі.
Дзякуючы выпрабаванням і даследаванням для мадыфікацыі тэхнічных характарыстык абсталявання для мікратраўбы для паляпшэння тэхналагічнай здольнасці цалкам выдаліць рэшткі вугляроду на дне глухой адтуліны, ён быў ужыты на лініях масавага вытворчасці. Першае сур'ёзнае паляпшэнне ўключае выкарыстанне падвойных канавак для пратручвання, каб забяспечыць больш дакладны кантроль колькасці ўкусу. На першым этапе выдаляецца большая частка вугляроду з паверхні медзі, а на другім - свежы і чысты раствор мікратраўлення, каб часціцы вугляроду не вярталіся на дошку масавага вытворчасці. На другім этапе была таксама прынята тэхналогія памяншэння меднага провада, каб значна палепшыць аднастайнасць мікратраўбы на паверхні друкаванай платы.
Памяншэнне зменлівасці колькасці ўкусу на паверхні друкаванай платы дапамагае дакладна кантраляваць агульную колькасць тручэння на дне глухога адтуліны. Зменлівасць колькасці ўкусу строга кантралюецца хімічнай канцэнтрацыяй, канструкцыяй сопла і параметрамі ціску распылення
6. Хімічнае ўдасканаленне
З пункту гледжання хімічнага ўдасканалення традыцыйныя сродкі для ачышчэння параў і мікробныя мікстуры былі выпрабаваны і дапрацаваны, разглядаючы магчымасць кантролю карозіі ад укусаў. Арганічныя дабаўкі ў якія чысцяць сродках выбарча наносяцца толькі на медную паверхню і не адкладаюцца на смаляным матэрыяле. Такім чынам, часціцы вугляроду будуць асядаць толькі на гэтым спецыяльным арганічным пакрыцці. Калі плата трапляе ў пазу мікратраўбы, арганічнае пакрыццё мае высокую растваральнасць у кіслай вадкасці. Такім чынам, арганічнае пакрыццё выдаляецца кіслатой у канаўцы мікратраўбы, і ў той жа час паверхня медзі пад часціцамі вугляроду травіцца збоку, што можа паскорыць Выдаленне часціц вугляроду з таго ж боку.
Іншым праектам удасканалення з'яўляецца тое, што выкарыстанне двухкампанентнага мікратраўбы можа палепшыць здольнасць выдаляць часціцы вугляроду і памяншаць мікра шурпатасці паверхні меднай фальгі. Няхай шурпатасць меднай паверхні спрыяе адгезіі сухіх плёнак. Вынікі выпрабаванняў паказваюць, што адносна гладкае дно глухога адтуліны дапамагае павысіць надзейнасць пакрыцця на дне глухога адтуліны. Пасля аптымізаванага працэсу непасрэднага пакрыцця вугляродам медная фальга ўнізе глухога адтуліны была цалкам чыстай, што можа дазволіць гальванічнай медзі працягваць расці на меднай рашотцы на меднай фальзе для дасягнення найлепшай адгезіі пакрыцця.
Спалучэнне асноўных тэхналагічных рэзервуараў і канкрэтных удасканаленняў хімічных рэчываў складаюць перадавы працэс HDI / mSAP, прыдатны для вытворчасці з выкарыстаннем звыштонкай меднай фальгі. Дзякуючы адзінаму інтэрфейсу медна-меднага прамога злучэння ўтвараецца суцэльная металічная рашотка, якая павышае надзейнасць глухіх адтулін. Апрацоўка пазы для мікратраўбы дазваляе ідэальную мікра-шурпатасць меднай фальгі на дне глухога адтуліны выкарыстоўваць у якасці запаўнення адтуліны гальванічнай меднай падкладкай. Гэта спрыяе бесперапыннаму росту рашоткі гальванічнай медзі на дне глухога адтуліны ўздоўж рашоткі меднай фальгі. Пасля звычайнай высокатэмпературнай тэрмічнай апрацоўкі зярняты медзі размяшчаюцца ў рашотцы і ўтвараюць суцэльную суцэльную металічную рашотку.
Назіранне і аналіз рэжучых узораў FIB для фарміравання тонкіх лустачак паказваюць, што лініі раздзела аднолькавыя па памеры і структуры зерняў (малюнак 5). Пасля цеплавога ўдару або цеплавога цыкла мяжа паміж меднай фальгой на дне глухога адтуліны і гальванічным меддзю складаная. Устаноўлена, што няма нана-пустэчы, якой схільныя іншыя працэсы, калі гэта не выклікана такімі фактарамі, як як акісленне альбо забруджванне.
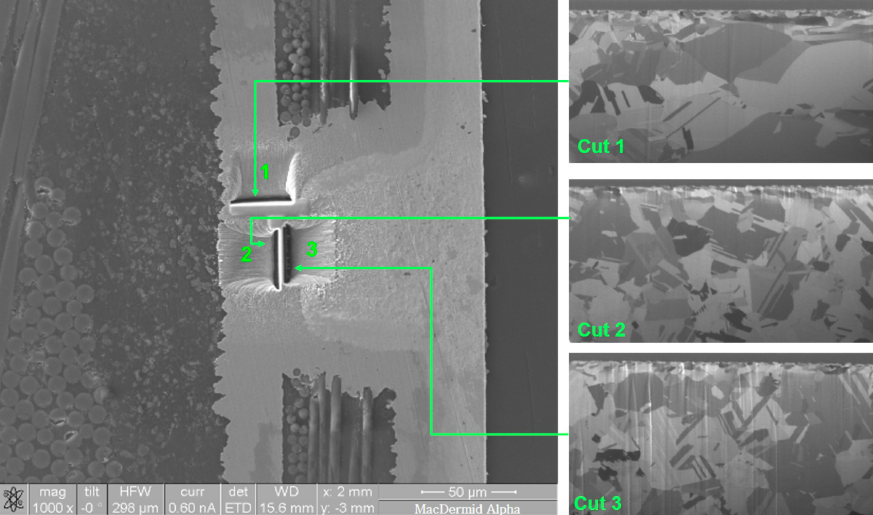
Візуалізацыя інтэрфейсу паміж гальванічным пластом медзі і мэтавай пляцоўкай, сканцэнтраваная іённым пучком (FIB), вядучая тэхналогія прамога гальванічнага пакрыцця дазваляе забяспечыць трывалую медна-меднае злучэнне для добрай працы пры цеплавых нагрузках.
Лініі прамой гальванічнай вытворчасці, такія як "чорныя дзіркі", у цяперашні час выкарыстоўваюцца ў працэсе масавага вытворчасці альтэрнатыўнай паўдабаўкі (mSAP) звыштонкай меднай фальгі 3 мкм. Гэтыя сістэмы выкарыстоўваюць адпаведнае абсталяванне, якое дакладна кантралюе колькасць мікратраўбы ў масавай вытворчасці. 12-слаёвая плата, вырабленая з гэтым абсталяваннем, прайшла выпрабаванне 300 Cycle IST. У вышэйпералічаных прадуктах чорныя дзіркі выкарыстоўваюцца ў L2 / 10 і L3 / 11 з выкарыстаннем працэсу mSAP. Памер глухіх адтулін складае 80 ~ 100 х 45 мкм, і кожная плата змяшчае 2 мільёны глухіх адтулін.
Выкарыстоўвайце AOI для праверкі рэшткаў вугляроду ў працэсе. Вынікі праверкі паказалі, што ў 5000 PSM у месяц дэфектаў выяўлена не было. Гальваніка гэтых друкаваных плат вырабляецца на вытворчай лініі вертыкальнай бесперапыннай гальванікі (VCP); унутраны пласт прымае поўную пласціну гальванічнага працэсу Tent-Etch, а пласт mSAP павінен быць гальванічным. Відарыс дыфракцыі электроннага зваротна-рассеянага малюнка (EBSD) на малюнку 6 паказвае аднастайнасць памеру зерня на мяжы падзелу паміж мэтавай пляцоўкай і гальванічным пластом медзі.